产品简介
应用
范围暂无固定参数
物料
粉料、颗粒、液体、油

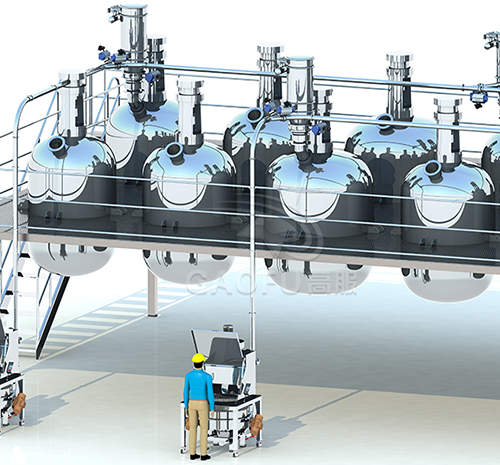
在化工、制药、食品等工业领域,反应釜作为核心生产设备,其投料环节的精准性与安全性直接影响产品质量和生产效率。传统人工投料模式存在效率低、误差大、污染风险高等问题,而反应釜自动投料系统的出现,通过集成化、智能化技术实现了生产流程的优化。

系统组成与运行原理
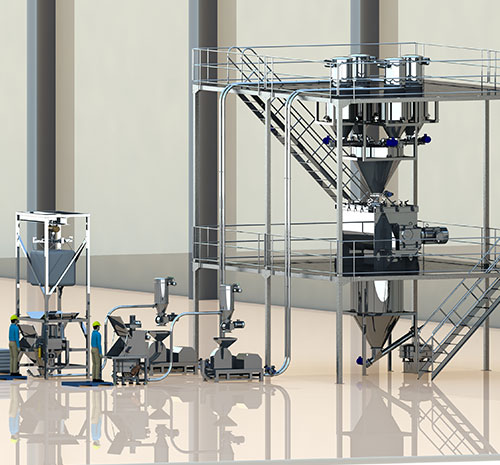
反应釜自动投料系统由六大核心模块协同工作,形成完整的自动化闭环:
投料模块:支持吨袋、小袋或散装物料的自动化拆包与无尘投料,减少粉尘外溢。
储存模块:配备料仓或缓存容器,实现原料暂存与稳定供给。
输送模块:采用正压气力输送或负压真空输送技术,灵活适配一对一或一对多投料需求。
计量模块:通过高精度传感器实时监测流量,支持按重量、体积或时间设定投料参数。
除尘模块:集成脉冲除尘、旋风分离等装置,确保操作环境洁净。
控制模块:PLC或DCS系统集中管理,支持参数预设、过程监控与数据追溯。
核心技术优势
全流程自动化控制
系统通过编程预设投料量、速度及时间间隔,减少人为干预。例如,在制药行业原料配比中,可实现±0.5%的计量精度,保障批次一致性。
无尘化操作设计
封闭式输送管道与除尘装置配合,使粉尘浓度控制在5mg/m³以下,符合OSHA、GMP等国际标准要求。
灵活适配多场景
支持粉体、颗粒、液体等多种物料形态,输送距离可达200米,满足不同规模生产线的布局需求。
多重安全防护机制
配备压力传感器、紧急制动、过载报警等装置,有效防范堵料、泄漏等风险,设备故障率降低60%以上。
行业应用场景
化工领域
用于树脂合成、涂料制备等工艺,避免易燃易爆物料接触人工操作,提升本质安全水平。
制药行业
满足原料药、制剂生产的洁净度要求,支持电子批记录(EBR)生成,助力FDA/EU GMP认证。
食品加工
实现糖类、添加剂等物料的卫生级输送,防止交叉污染,符合HACCP管理体系规范。
新能源材料
适配锂电池正负*材料、光伏浆料等高附加值产品的投料需求。
生产效益提升分析
效率优化:单次投料周期缩短30%-50%,设备利用率提高至90%以上。
成本控制:减少原料浪费与人工成本,年综合成本节约约15%-25%。
质量保障:投料误差率降低至1%以内,产品合格率提升至99.5%以上。
环保合规:粉尘回收率超过98%,助力企业实现绿色生产目标。
工业生产的潜能,为多行业创造更大的经济与社会价值。
反应釜人工投料与自动投料系统对比

相关资讯
- 2024-05-15
新乡县振动产业的创新与发展 中原农谷第二届振动机械产业博览会即将开幕
- 2023-08-25
全国振动机械行业协会落户新乡县
- 2023-08-25
从“卖产品”到“定标准”!中原农谷首届振动机械产业博览会在新乡举行
- 2023-08-25
行业大咖齐聚新乡!出席中原农谷首届振动机械产业博览会领导嘉宾开展座谈
- 2023-08-25
“振动之都”| 首届振动机械产业博览会 强化知识产权服务 全力护航“博览会”
- 2023-08-25
“振动之都”新乡县向企业家发出“五个邀约”
- 2023-08-25
振动机械行业质量标准重磅发布!
- 2023-08-25
副省长刘尚进带队调研心连心集团并参观中原农谷首届振动机械产业博览会展区
- 2023-08-25
台湾客商“打卡”中原农谷首届振动机械产业博览会
- 2023-08-24
获封“振动之都” 新乡县未来有何动作